反应釜固体全自动配料投料系统是现代工业实现高效、精准生产的核心设备,广泛应用于化工、制药、食品等领域。
以下从系统架构、关键技术、行业应用及发展趋势等方面进行全面解析:
-
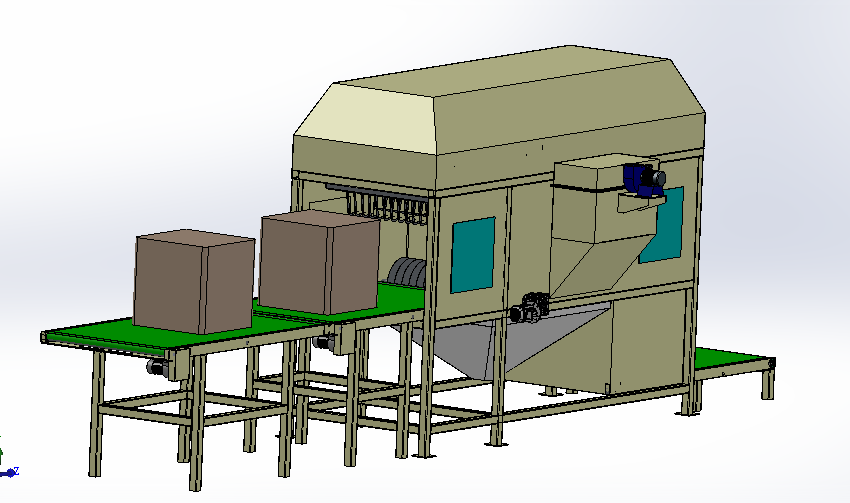
拆包与输送:吨袋通过自动拆包机破袋,物料经真空上料机进入暂存仓。
-
计量与混合:双螺杆计量装置根据配方精确下料,失重式计量系统实时反馈物料消耗。
-
投料与密封:物料通过气力输送至反应釜,双球阀+蝶阀进行三阀完成釜体密封。
-
清洗与切换:CIP/SIP 系统自动清洗管道与反应釜,支持多配方快速切换。
-
物料特性:根据流动性、粒度、粘性选择计量与输送方式(如双螺杆适用于超细粉体)。
-
产能需求:半自动吨袋拆包机处理能力可达 10 吨 / 小时,全自动吨袋拆包机处理能力可达 40吨 / 小时,全自动小袋拆包机处理能力可达 6~20 吨/ 小时,适用于大规模生产。
-
合规要求:制药行业需选择符合 GMP 认证的设备(如普非森真空上料机、普非森吨袋拆包机等)。
|
项目
|
典型指标(以年产 10 万吨生产线为例)
|
|
设备投资
|
50 万 - 1500 万元(含硬件、软件与安装)
|
|
运行成本
|
能耗降低 30%,人工成本减少 50%
|
|
投资回收期
|
2-3 年
|
|
质量提升
|
批次合格率从 85% 提升至 99% 以上
|
|
安全事故率
|
降低 80%(消除人工投料风险)
|
普非森反应釜固体全自动配料投料系统装置通过集成先进的计量、输送与控制技术,实现了生产过程的高效、精准与安全。
未来,随着智能化与绿色制造技术的融合,该系统将进一步向柔性化、低碳化方向发展,为工业生产提供更优解决方案。
企业在选型时需综合考虑物料特性、产能需求与合规要求,选择具备模块化设计与完善服务网络的供应商,以最大化投资回报。



 QQ客服
QQ客服